- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Գիտե՞ք էլեկտրամագնիսական մետաղալարերի գլանման ամենօրյա սպասարկումը և նախազգուշական միջոցները:
Ամենօրյա պահպանման մեթոդներ
Ամենօրյա սպասարկումը կենտրոնանում է «ստուգման, մաքրման, քսման և ճշգրտման» վրա՝ նպատակ ունենալով նախօրոք հայտնաբերել հնարավոր անսարքությունները, նվազեցնել մաշվածությունը և ապահովելԷլեկտրամագնիսական մետաղալարերի գլանման գործարանաշխատում է կայուն ողջ հզորությամբ. Սպասարկման աշխատանքները պետք է իրականացվեն սարքավորման անջատումից, սնուցումից և սառեցումից հետո՝ շահագործման անվտանգությունն ապահովելու համար:
1. Գլանային համակարգի սպասարկում (հիմնական բաղադրիչ)
Վոլֆրամի կարբիդի գլանափաթեթները (Φ160-280 մմ) գլանման գործարանի առանցքն են, որոնք ուղղակիորեն որոշում են էլեկտրամագնիսական մետաղալարերի ճշգրտությունը և մակերեսի որակը: Ամենօրյա սպասարկումը պետք է ներառի.
- Տեսողական զննում. ամեն օր սկսելուց առաջ ստուգեք գլանափաթեթների մակերեսը քերծվածքների, մաշվածության, ճաքերի կամ օտար նյութերի կպչման համար (օրինակ՝ մետաղական չիպսեր, փոշի): Եթե հայտնաբերվում են քերծվածքներ կամ մաշվածություն, օգտագործեք պրոֆեսիոնալ փայլեցնող գործիքներ՝ դրանք ժամանակին վերանորոգելու համար; եթե ճաքեր առաջանան, անմիջապես փոխարինեք գլանափաթեթները՝ արտադրանքի ճշգրտության վրա ազդելու կամ սարքավորումների վնաս պատճառելուց խուսափելու համար:
- Մաքրում. Ամենօրյա աշխատանքից հետո օգտագործեք փափուկ խոզանակ կամ սեղմված օդ (ցածր ճնշմամբ՝ գլանափաթեթի մակերեսը չվնասելու համար) մետաղական չիպսերը, փոշին և մնացորդային քսայուղը գլանափաթեթների վրայից հեռացնելու համար: Մի օգտագործեք քայքայիչ մաքրող միջոցներ, քանի որ դրանք կվնասեն վոլֆրամի կարբիդի մակերեսը և կնվազեցնեն գլանվածքի ժամկետը:
- Քսում. քսեք հատուկ բարձր ջերմաստիճանի, մաշվածության դիմացկուն քսանյութ գլանային առանցքակալների և փոխանցման տուփի մասերի վրա ամեն 8 ժամ աշխատանքի ընթացքում: Համոզվեք, որ քսումը միատեսակ է և ստուգեք նավթի արտահոսքը: Անբավարար յուղումը կառաջացնի ավելորդ շփում գլանափաթեթների և առանցքակալների միջև, ինչը կհանգեցնի գերտաքացման և մաշվածության:
- Ճշգրիտ ստուգում. Օգտագործեք պրոֆեսիոնալ չափիչ գործիքներ՝ ստուգելու գլորման բացը և գլորման հանդուրժողականությունը (պահանջվում է ±0,01 մմ) յուրաքանչյուր 24 ժամը մեկ: Եթե հանդուրժողականությունը գերազանցում է ստանդարտը, ժամանակին կարգավորեք գլանափաթեթի դիրքը, որպեսզի համոզվեք, որ ելքային էլեկտրամագնիսական մետաղալարը համապատասխանում է ճշգրտության պահանջներին:
2. Փոխանցման և կառավարման համակարգերի սպասարկում
ԱյնԷլեկտրամագնիսական մետաղալարերի գլանման գործարանԲարձր արագության արդյունավետությունը (600 մ/րոպե շարունակական շահագործում) և գերճշգրիտ գլորումը հիմնված են փոխանցման կայուն համակարգի և հաստության/լայնության կառավարման բարձրակարգ համակարգի վրա: Ամենօրյա սպասարկումը ներառում է.
- Փոխանցման տուփի մասեր. ստուգեք շարժակների, շղթաների, գոտիների և փոխանցման այլ բաղադրիչների թուլությունը, մաշվածությունը կամ աննորմալ աղմուկը շահագործման ընթացքում: Ժամանակին խստացրեք չամրացված մասերը; Փոխեք մաշված փոխանցումները կամ գոտիները՝ փոխանցման տուփի ձախողումից խուսափելու համար: Ամենօրյա շահագործումից հետո մաքրեք փոխանցման տուփի մասերը և քսեք քսող քսուք՝ շփումը նվազեցնելու համար:
- Կառավարման համակարգ. Ստուգեք հաստության և լայնության կառավարման համակարգի աշխատանքի կարգավիճակը, համոզվեք, որ էկրանը նորմալ է, և պարամետրերը (օրինակ՝ մուտքային չափերը՝ հաստությունը 0,8-8,0 մմ, լայնությունը 2-25,0 մմ, ելքային հատվածները 20 մմ²) ճշգրիտ են: Մաքրեք կառավարման վահանակը և միացնող գծերը՝ ազդանշանի փոխանցման վրա ազդող փոշու կուտակումից խուսափելու համար: Ստուգեք IoT հեռակառավարման համակարգը՝ համոզվելու համար, որ այն առցանց է, որպեսզի անհրաժեշտության դեպքում հնարավոր լինի ստանալ 24/7 հեռահար սպասարկման աջակցություն:
- Էլեկտրական բաղադրիչներ. Ստուգեք շղթան, միացման տուփը և էլեկտրական միակցիչները թուլության, գերտաքացման կամ վնասվելու համար: Համոզվեք, որ էլեկտրամատակարարումը կայուն է, և հիմնավորող սարքը հուսալի է էլեկտրական անսարքությունները կանխելու համար, ինչպիսիք են կարճ միացումները:
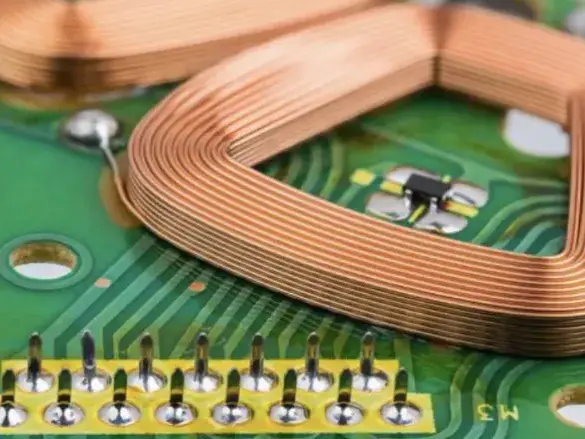
3. Կառուցման և ծածկույթի մոդուլների սպասարկում (ինտեգրված բաղադրիչներ)
Կառուցման և ծածկույթի ինտեգրված մոդուլները կարևոր են էլեկտրամագնիսական մետաղալարի հաղորդունակությունն ու մեկուսացման որակն ապահովելու համար: Ամենօրյա սպասարկումը պետք է կենտրոնանա հետևյալի վրա.
- Կառուցման մոդուլ. Ստուգեք հալման ջերմաստիճանի և ժամանակի պարամետրերը՝ համոզվելու համար, որ դրանք համապատասխանում են գործընթացի պահանջներին (բարձր հաղորդունակությունը պահպանելու և դիմադրողականության կորուստը նվազեցնելու համար): Պարբերաբար մաքրեք եռացման վառարանը, որպեսզի հեռացնեք օքսիդի մասշտաբները և մնացորդային կեղտերը, որոնք կազդեն եռացման ազդեցության վրա: Ստուգեք ջեռուցման տարրը վնասելու համար և ժամանակին փոխարինեք այն, եթե այն չհաջողվի:
- Ծածկույթի մոդուլ. Ստուգեք մեկուսիչ ծածկույթի (էմալապատ, թղթե կամ պոլիեսթեր փաթաթա) մատակարարման համակարգը, որպեսզի համոզվեք, որ ծածկույթի նյութը բավարար է, և ծածկույթը միատեսակ է: Մաքրեք ծածկույթի վարդակն ու ուղղորդող գլանափաթեթները, որպեսզի խուսափեք ծածկույթի անհավասարությունից կամ օտար նյութերի կպչումից, ինչը կազդի էլեկտրամագնիսական մետաղալարի մեկուսացման որակի և մակերեսի վրա: Ամենօրյա շահագործումից հետո մաքրեք ծածկույթի մոդուլը, որպեսզի ծածկույթի նյութը չամրանա և չփակվի խողովակաշարը:
4. Սարքավորումների ընդհանուր մաքրում և ստուգում
- Ամենօրյա շահագործումից հետո մաքրեք ամբողջ սարքավորման մակերեսը, աշխատասեղանը և շրջակա տարածքը՝ մետաղական չիպսերը, փոշին և քսայուղը հեռացնելու համար՝ մաքուր պահելով աշխատանքային միջավայրը և նվազեցնելով սարքավորումների խափանումների վտանգը, որն առաջանում է օտար նյութերից:
- Ստուգեք սարքավորման ֆիքսված մասերը (օրինակ՝ արտոնագրված դիզայնով տակդիրը) թեթևության համար, համոզվեք, որ հենարանը կայուն է և պահպանեք 3 անգամ ավելի երկար գլանվածքի ժամկետը, որը բերվում է արտոնագրված դիզայնով: Ստուգեք հիդրավլիկ համակարգը (եթե այդպիսիք կան) նավթի արտահոսքի համար և ժամանակին լրացրեք հիդրավլիկ յուղը, եթե յուղի մակարդակը բավարար չէ:
- Գրանցեք շահագործման կարգավիճակը, պահպանման բովանդակությունը և աննորմալ իրավիճակներըԷլեկտրամագնիսական մետաղալարերի գլանման գործարանամեն օր՝ ձևավորելով սպասարկման մատյան՝ հետագա հետևելու և վերլուծելու համար:
Հիմնական նախազգուշական միջոցներ
1. Գործառնական անվտանգության նախազգուշական միջոցներ
- Օպերատորները պետք է մասնագիտական պատրաստվածություն ունենան և ծանոթ լինեն սարքավորումների շահագործման ընթացակարգերին, նախքան գլանման գործարանը շահագործելը: Մի աշխատեք սարքավորումն առանց թույլտվության կամ մի փոխեք գործարկման պարամետրերը ըստ ցանկության:
- Սարքավորումը գործարկելուց առաջ ստուգեք՝ արդյոք բոլոր անվտանգության պաշտպանիչ սարքերը (ինչպիսիք են պաշտպանիչ ծածկերը, վթարային կանգառի կոճակները) անձեռնմխելի են և արդյունավետ: Մի հանեք և մի վնասեք անվտանգության պաշտպանության սարքերը շահագործման ընթացքում:
- Սարքավորման բարձր արագությամբ աշխատելու ժամանակ (600 մ/րոպե) ձեռքերը, գործիքները կամ այլ առարկաներ մի դրեք գլորվող հատվածի մեջ՝ անձնական վնասվածքներից կամ սարքավորումների վնասումից խուսափելու համար: Եթե առաջանում են աննորմալ իրավիճակներ (օրինակ՝ աննորմալ աղմուկ, գերտաքացում, արտադրանքի որակի թերություններ), անմիջապես սեղմեք վթարային դադարեցման կոճակը, անջատեք էլեկտրամատակարարումը և լուծեք խնդիրը սարքավորումն ամբողջությամբ դադարեցնելուց հետո:
- Տեխնիկական սպասարկում, մաքրում կամ մասերի փոխարինում կատարելիս պետք է անջատել էլեկտրամատակարարումը և կախել «Տեխսպասարկումն ընթացքի մեջ է, միացված չէ» նշանը՝ սարքավորման պատահական գործարկումը կանխելու համար:
2. Սարքավորումների շահագործման նախազգուշական միջոցներ
- ԱյնԷլեկտրամագնիսական մետաղալարերի գլանման գործարանԳործարկումից առաջ պետք է նախապես տաքացվեն 15-30 րոպե, հատկապես գլանափաթեթային համակարգը և կռելու մոդուլը, որպեսզի սարքավորումը հասնի նորմալ աշխատանքային ջերմաստիճանի, խուսափի գլանափաթեթների և այլ բաղադրիչների ջերմային սթրեսային վնասից և ապահովի արտադրանքի ճշգրտությունը:
- Խստորեն հետևեք գործընթացի պահանջներին՝ մուտքագրման չափերը, պտտվող անցումները, եռացման պարամետրերը և ծածկույթի պարամետրերը սահմանելու համար: Մի գերազանցեք սարքավորման գնահատված ծանրաբեռնվածությունը (օրինակ՝ մուտքային հաստությունը 0,8-8,0 մմ, լայնությունը 2-25,0 մմ), որպեսզի խուսափեք սարքավորումների գերբեռնումից և վնաս պատճառելուց:
- Էլեկտրամագնիսական մետաղալարերի բնութագրերը փոխարինելիս ժամանակին կարգավորեք գլանափաթեթի բացը, վերահսկման պարամետրերը և ծածկույթի պարամետրերը և փորձարկում կատարեք նյութերի փոքր խմբաքանակով, որպեսզի համոզվեք, որ արտադրանքը համապատասխանում է պահանջներին մինչև զանգվածային արտադրությունը:
- Խուսափեք սարքավորման երկարաժամկետ շարունակական շահագործումից՝ սահմանված ժամկետից հետո: Կազմակերպեք համապատասխան անջատման հանգստի ժամանակաշրջաններ՝ սարքավորումների մաշվածությունը և գերտաքացումը նվազեցնելու համար՝ երկարացնելով սարքավորումների և դրա բաղադրիչների ծառայության ժամկետը:
3. Պահպանման և փոխարինման նախազգուշական միջոցներ
- Մասերը փոխարինելիս օգտագործեք բնօրինակ կամ համապատասխան պարագաներ (օրինակ՝ վոլֆրամի կարբիդի գլանափաթեթներ, առանցքակալներ, քսայուղ): Մի օգտագործեք ցածրորակ պարագաներ, որոնք կազդենԷլեկտրամագնիսական մետաղալարերի գլանման գործարանաշխատանքի արդյունավետությունը և ծառայության ժամկետը, և կարող է նույնիսկ անվտանգության վթարների պատճառ դառնալ:
- Գլանափաթեթները փոխարինելիս ուշադրություն դարձրեք տեղադրման ճշգրտությանը, համոզվեք, որ գլանափաթեթները զուգահեռ են, և բացը միատեսակ է, և տեղադրումից հետո ճշգրտությունը կարգավորեք ±0,01 մմ-ի, որպեսզի խուսափեք գլանվածքի որակի վրա ազդելու համար:
- Օգտագործված քսայուղը և մաքրող միջոցները պետք է համապատասխանեն սարքավորման պահանջներին: Մի խառնեք տարբեր տեսակի քսայուղեր և կանոնավոր կերպով փոխարինեք քսայուղը (ըստ սարքավորման աշխատանքի ժամերի)՝ քսայուղային էֆեկտ ապահովելու համար:
- IoT հեռակառավարման համակարգի համար համոզվեք, որ ցանցն անխոչընդոտ է և կամայականորեն մի անջատեք ցանցը կամ չփոփոխեք համակարգի կարգավորումները: Երբ բախվում եք անսարքությունների, որոնք հնարավոր չէ լուծել տեղում, ժամանակին դիմեք GRM մատակարարին՝ 24/7 հեռահար սպասարկման ծառայությունից օգտվելու համար:
4. Շրջակա միջավայր և պահեստավորման նախազգուշական միջոցներ
- Սարքավորումը պետք է տեղադրվի մաքուր, չոր, լավ օդափոխվող արտադրամասում՝ խուսափելով խոնավ, փոշոտ, քայքայիչ գազից կամ ուժեղ թրթռումային միջավայրերից, որոնք կազդեն սարքավորման ճշգրտության և ծառայության ժամկետի վրա:
- ԵրբԷլեկտրամագնիսական մետաղալարերի գլանման գործարաներկար ժամանակ չի օգտագործվում (ավելի քան 1 շաբաթ), մանրակրկիտ մաքրեք ամբողջ սարքավորումը, գլանափաթեթներին, փոխանցման տուփի մասերին և այլ մետաղական բաղադրիչներին հակաժանգոտ յուղ քսեք, սարքավորումը ծածկեք փոշու ծածկով և անջատեք էլեկտրամատակարարումը:
- Պարբերաբար ստուգեք աշխատանքային միջավայրի ջերմաստիճանը և խոնավությունը, պահեք ջերմաստիճանը 15-30℃ և խոնավությունը 60%-ից ցածր՝ կառավարման համակարգի և էլեկտրական բաղադրիչների վրա խոնավությունից խուսափելու համար:
Նախորդ:Նորություններ չկան